

Аттестация сварщиков НАКС
оставить заявку или позвонить нам
определиться с нужными темпами обучения
заключить договор
прислать необходимые документы
обучить персонал
Аттестация сварщиков НАКС
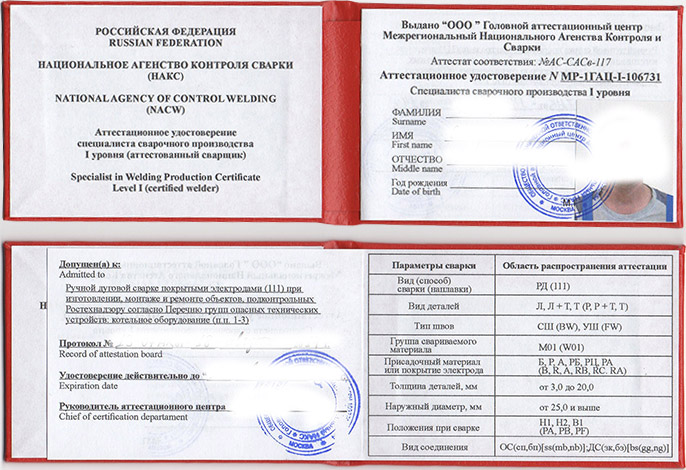
В соответствии с ПБ 03-273-99 специалисты допускаются к работе только после прохождения аттестации сварщиков НАКС. Во время проверки выясняют уровень теоретических знаний и практических навыков специалиста, после чего он получает допуск на выполнение определенных видов сварочных работ на объектах, в том числе отнесенных к категории опасных. Наш учебный центр прошел аккредитацию и имеет право на проведение аттестации НАКС (здесь и далее – национальное агентство контроля и сварки).
Виды НАКС
Предусмотрено несколько уровней подготовки. Различают такие виды аттестации:
- Первичная, рассчитана на сварщиков, которые до этого не получали допуск на выполнение сварки.
- Дополнительная. Необходима специалистам для получения права на выполнение сварочных работ, которые отсутствуют в аттестационном удостоверении, а также после перерыва в выполнении сварки – от 6 месяцев и более.
- Периодическая. Проводится после истечения срока действия аттестационного удостоверения.
- Внеочередная – необходима мастерам, нарушившим технологию выполнения сварки и отстраненных от работ, в том числе за низкое качество соединений.
Предусмотрено 4 уровня квалификации: сварщик, мастер-сварщик, технолог-сварщик и инженер-сварщик. При прохождении проверки для получения первого уровня специалист дает ответы на 15 и более теоретических вопросов, для 2, 3 и 4 – от 20. Испытание считается сданным, если сварщик дал не менее 80% правильных ответов. Оценка практических навыков осуществляется на основе требований ГОСТ и документации НАКС.
После обучения вы получите
Организацию и проведение экзамена осуществляет аттестационная комиссия, состоящая из аккредитованных экспертов, состоящих в реестре НАКС. После успешного прохождения аттестации специалист получает аттестационное удостоверение установленного образца. Его срок действия ограничен:
- для сварщиков он составляет 2 года;
- для мастеров и технологов - три года;
- для инженеров-сварщиков – 5 лет.
Существует несколько групп технических устройств на объектах повышенной опасности – в свидетельстве указывают, сварка каких из них разрешена обладателю документа. Основные категории оборудования:
- подъемно-транспортное (ПТО);
- газовое (ГО);
- нефтегазовое (НГДО);
- котельное (КО);
- металлургическое (МО);
- ОХНВП (химическое, нефтеперерабатывающее, взрывоопасное производство);
- горнодобывающее (ГО);
- для перевозки опасных грузов (ОТОГ).
Аттестация проводится отдельно по каждой сварочной технологии, после чего специалист получает отдельное удостоверение для всех видов работ: ручной дуговой сварки, аргонодуговой – автоматической и механизированной, с применением самозащитной порошковой проволоки, плазменной, электрошлаковой и прочих, в том числе с применением нагретого газа, инструмента, закладных нагревателей.
Для прохождения аттестации необходимо предоставить в наш центр справку с места работы, документ, подтверждающий квалификацию сварщика, заявление. В течение 1-3 дней после их получения мы назначим дату проведения испытаний. Если специалист не справится с предложенными заданиями, повторная сдача для получения аттестации сварщиков НАКС возможна не ранее, чем через 3 месяца.

 03.06.2019
03.06.2019Письмо МЧС России от 8 февраля 2019 года
Признание результатов квалификационных испытаний экспертов по НОР, прошедших аттестацию рамках приказа МЧС России от 25.11.2009 №660 и постановления Правительства РФ от 07.04.2009 №304 не предусмотрено.
